| 项目 |
国内杂牌军公司
|
我司
|
|
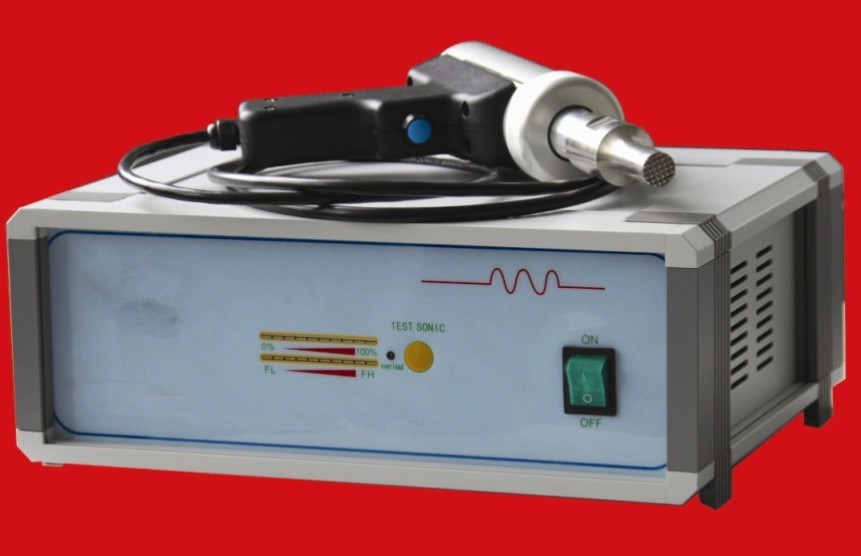
1.发生器
|
A. 采用的是目前应用于超声波塑料焊接的自激式全桥或半桥电路,不具备频率自动跟踪的功能,不能保证恒定振幅,其显著特点是有一个可调电感手动调频率。表现出来的就是焊接不稳定,经常出现虚焊情况。
|
A. 发生器电路采用世界最先进的PLL锁相环频率自动跟踪技术(如AMTECH,STAPLA,TELSONIC均采用此技术),更换模具及工作时无须调频。频率自动跟踪技术是保证机器工作稳定的关键技术,它能保证换能器、二级杆及焊头随时工作于谐振状态,维持振幅的稳定。我们知道在超声波焊接中最关键参数是振幅参数,其重要性有如注塑中的温度。当换能器、二级杆及焊头发热或焊接的情况下,其谐振频率会变化,如发生器(机箱电源)的频率不随换能器、二级杆及焊头谐振频率而变化,就会导致焊头振幅的激剧下降,表象为不稳定焊接。
|
|
B.不具备振幅调节功能,不能实现既能焊铜片也能焊铝片。
|
B.输出振幅连续可调,能在同一台设备上实现焊铜和铝。
|
|
C.功率容量只有1500W左右(经常出现虚假标称)。
|
C.标称功率3.6KW,实际功率容量为5.4KW。
3KW以上的功率容量是国际上对20KHz超声波金属焊的一个基本要求。
|
|
2.换能器
|
采用市面流通的用于塑料焊20KHz换能器,只能承受1.5kw的负载。
|
独特的换能器制造工艺,保证高品质换能器。我们20kHz的换能器,能承受5kw以上负载,
对于太阳能吸热板焊接,保留有充足的功率容量,最大限度保证稳定性。
|
|
3.焊头
|
用SKD11或钛合金制作焊头,耐磨性能不能满足金属焊要求。
|
采用优质合金钢制造焊头,寿命和制造精度媲美欧美同类产品。
|
|
4.控制系统
|
过程用开关控制
|
采用PLC程控,触摸屏控制
|
|
5.机架结构
|
加工粗糙,材料缩减
|
几乎所有加工面都进行磨削加工及电镀工艺,加工精度高;机架结构稳固。
|