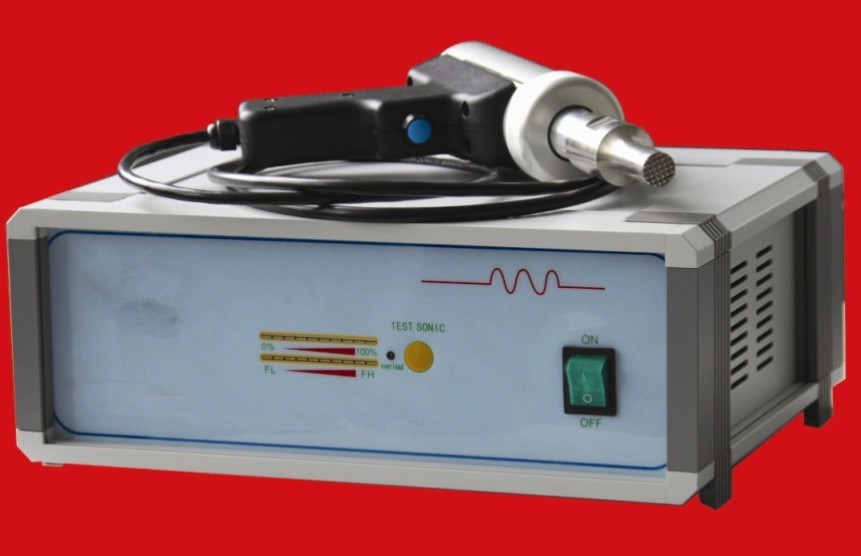
超声波焊接:
超声波焊接技术早在上世纪60年代就已经被广泛运用,它有很多优点,如能够缩短生产时间,具成本效益,所以被广泛使用。但若要达到理想的熔接效果,需要考虑材料选取、零件设计及焊线设计等,另外它只局限于一些熔点低的塑料,还要考虑塑料的属性及熔接后工件所需要的拉力,是否要防水,以及焊头的空间及位置等。目前超声波焊接的种类大约可以分为点焊、单铆焊和铆焊。点焊时焊接强度不高,但是不会产生较大的焊接头;单铆焊需要控制焊接压力,尽量确保塑料熔化后的焊接不会使焊头塑料由于压力断裂影响焊接牢度;双铆焊焊头塑料宽度较大,可能影响表面质量,但是焊接强度大。在实际生产应用中一定要根据需要合理选择正确的焊接方式,才能确保产品有最佳的质量、外观以及熔合强度。这项技术主要应用于B5门板、立柱、仪表板等零部件焊接。
非标准型超声波焊接:
非标准型超声波焊接适用熔接大型及复杂工件,由于大型复杂工件包含不同方向的熔接面,需同时焊接多个位置,标准机型已经不适用需要专机来实现生产,如汽车仪表板、门板、保险杠等。但是非标准型超声波焊接的设备一次性投入大一台设备只能生产一种大型复杂零件,目前用不是很普遍。
震动摩擦焊接:
震动摩擦焊接是通过气动或液压传动使模具在固定频率和振幅下对工件进行摩擦加热熔融从而实现焊接的过程。它是一门新的技术,具有效率高、工期短、质量好、噪声小、污染小等特点,可以逐渐解决表面问题焊接多种规格的零件,所有型号的设备均配备可以通用的相同标准组件,还可以根据工件的要求调整参数,设置自动追频功能。它所能焊接的塑料产品品种很多,几乎没有什么体积大小的限制,如门板、仪表板、立柱、进气歧管等。 |