|
|
|
新闻中心
网站首页 > 新闻中心
|
 |
 |
新闻内容 |
超声波熔接技术 |
点击:515 日期:2013/8/14 17:16:05 |
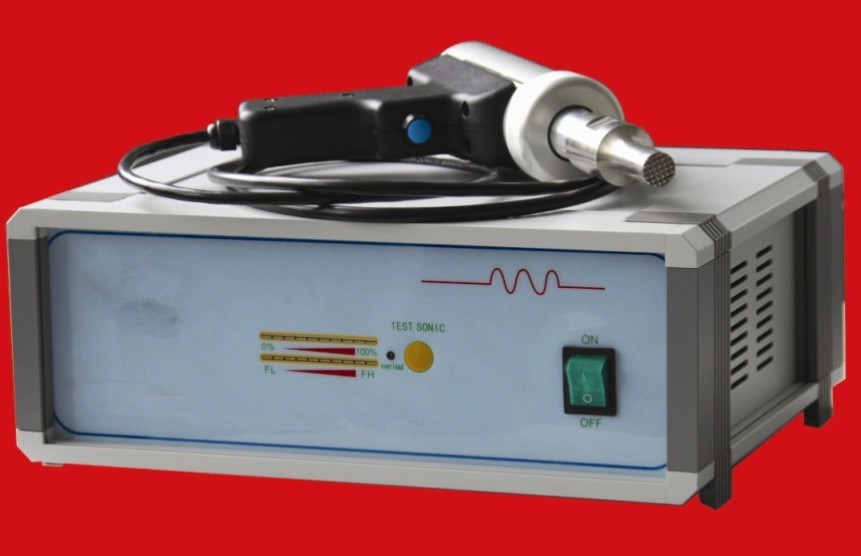
超声波熔接:
焊接热塑性制件的最普通的方法是超声焊接。这种方法是采用低振幅,高频率(超声)振动能量使表面和分子摩擦产生焊接相连垫塑性制件所需的热量。(正弦超声振动)
超声焊接在20-50kHz的频率范围内发生,其一般振幅范围为15-60um。在低达15kHz(较高振幅)的声频有时用于较大制件或较软材料。焊接过程通常在0.5-1.5s内发生。焊接工艺娈量包括焊接时间,焊头位置和焊接压力。超声焊接设备通常用来焊接中,小尺寸的热塑性塑料制件,而很大的制件可用多点焊接。
超声焊接方法可根据焊接时间或焊缝位置(塌陷距离)或焊接能量控制。也对焊接压力和冷却时间提供附加控制。
超声焊接设备一般不是在20kHz就是在40kHz频率下运行。20kHz装置更常用。
接头设计:第一类即最常用的接头类型,在被连接表面的垂直方向上利用超声振动。对接和Z形接合归入这一类,适用于多数聚合物。第二类超声焊接接头包括与接头表面平行的振动,形成剪切状态。各种类型的剪切和嵌接归入第二类。
能量控制嚣接点与无定形材料一起使用最佳,较大的能量控制嚣结可在一些不密闭的半结晶材料中应用。下面式件用一个粗糙或有纹理的表面改进。将会提高焊接质量,焊接强度和焊接完成的容易程度。其它许多有纹理的接头外形也是可行。
溢料问题可通过把溢料污染槽引入接关设计中而降低,为安全,一般溢料槽设计至少10%的过度体积容量。
紧压接头:为了使溢料形成的可能性最小,紧压接头设计的目的是阻挡熔体或将熔体保持在熔区内。紧压接头对半结晶的塑料材料如尼龙是有用的。因为接关结构更复杂,紧压接关所需的制件配合公差相对严格。与三角能量导向嚣焊接相比,较大的接头结构也需要附加振幅和焊接能量。
制件找平 简单对接没有任何措施解决制件相互找平或对中。制件找平更适于用模塑定位销或双头螺完成。而z形接能自动找平,且在使用时耐拉伸且改进了搞剪切负荷性。并能消除外部溢料。
槽舌接合不但提供了剪切强度而且提供了拉伸强度。这种接合是自对中的,接合区域的壁厚必须相对大以适应槽舌接合设计。另外,制件公差要求相对严。间隔加强筋改善了接头找平。
接头号时,一般推荐使 用剪切接。需要高强度,高质量接碚的环形和矩形制件都用剪切接头。剪切接头号具有搭接制件壁部分,当接头被焊接和相互依次嵌入时,搭接部分产生公差和局部剪切。为了促进制件找平,接头包含了调节部分。为了集中熔融能量,一边上的阻碍物的顶角在初始接触面上降低。因为融化材料的温度在整个接触面上保持一致,制件被焊接时,两表面熔融均匀。深度为1.0-2.0mm的使用0.13-0.5mm范围内的公差值。为了防止在焊接过程中由于公差而产生的外部侧壁翘曲,垂直的制件应尽可能浅,但在一边用剪切制件改进的槽舌接头可与较深的拉伸制件一起使用,提供中壁接头,它使由于公差而产生的侧壁翘曲最小。
斜坡接合具有30°-60°的角且应该在±1°内装配。为附加的熔区材料厚度增加的0.10-0.25mm的公差产生焊缝和溢料。当从功能或审美上不能接受溢料时,就使用收集器。带嵌入密封装置的焊接 用嵌入的弹性密封圈或韧性垫圈也可获得可靠的密封。如图7所示接头制件装有一个弹性环,以改善用超声焊接接合可达到的密封安全性,或在连续的周边焊接不可能的情况下使用。 |
|
| |
|
|
|